
お知らせ:この記事はJLCPCBの提供でお送りしています。
みなさんこんにちは。前回の記事でも予告した通り、JLCPCBの金属3Dプリントサービスを使って、焼き印を製作しました。#makepcba 第4回の金属3Dプリント特集でもLTしましたが、改めて記事としても紹介します。(#makepcbaで使った資料はこちら)
まず最初にどんな焼き印ができたか、Twitterにアップロードした動画を紹介したいと思います。
JLCPCBで作った焼印でトランジスタまんを作る #JLCPCB pic.twitter.com/5pK7QumzPz
— JA1TYE/Ryota Suzuki (@JA1TYE) October 23, 2022
焼き印制作のきっかけ
前回の記事にも書いた通り、今回はJLCPCBの3Dプリント工場の紹介動画に出ていた金属3Dプリンタを見て、金属3Dプリントをやってみようと思い立ちました。
樹脂のFDM1式3Dプリンタなら自宅にあるし、せっかく金属でやるなら金属ならではの特徴を生かして、
- 機械的強度が要求されるもの
- 樹脂だと融けてしまうような温度で使うもの
のどちらかを作るのがいいだろうと考えました。さらに、せっかくならば#makepcbaの第4回に間に合うようにパッと作れるお手軽なものにしようということで、今回は高温で使う焼き印を製作することにしました。
設計
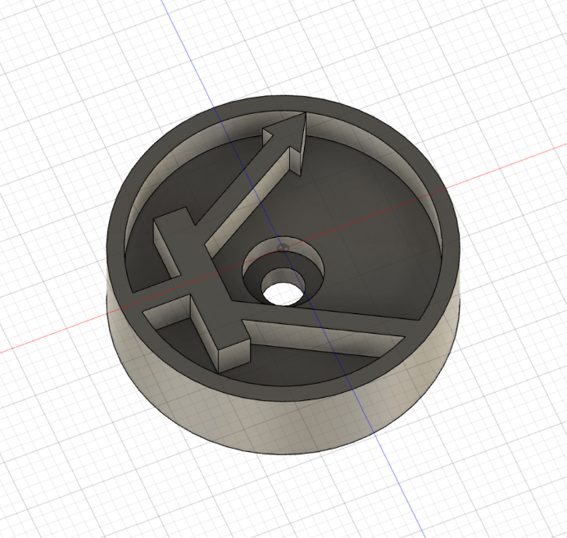
焼き印の設計はFusion 360で行いました。どんな絵の焼き印にしようか悩んだのですが、絵心があるわけでもないのでNPNトランジスタの回路図記号を焼き印にすることにしました。直径が30mm、図柄が彫り込んである部分の深さが4mm、その下の土台の部分が5mmで、高さは計9mmです。中心部には後からネジを通して、焼き印として使う際の持ち手を連結できるように穴を開けてあります。
そんなに複雑な図柄でもないので適当にポチポチと作図するだけですが、一点だけ、JLCPCBのデザインガイドラインに沿って、壁状に立ち上がっている部分(今回の焼き印では図柄の部分)が最も薄いところでも1.5mm以上となるように気を付けて設計しました。(矢印の先の部分はかなり薄い壁といえなくもないですが…)#makepcbaのイベントなどで聞いた感じだと、これより薄い部分があると3Dプリント前のエンジニアによるチェックで指摘され、プリント品が歪んだりすることを許容するかどうか確認されるようです。
発注

Fusion 360での設計が終わったら、FDM式の3Dプリンタでプリントするときと同じようにSTLデータとして出力し、JLCPCBのWebサイトで発注を行います。オプションで選ばなければいけない項目数が少ないので、個人的にはPCBAを頼むより簡単だな…と感じました。PCBAとちょっと違うのは、注文したデータをJLCPCBのエンジニアがチェックし、その後にお金を支払うという流れになっている点です。なお、価格はエンジニアのチェック時ではなく、Webサイトで発注するタイミングで表示されるので安心です。
今回の焼き印の価格ですが、本体が14.31ドル、配送料が15.89ドルと、金属3Dプリントとしてはかなり安くなっています。今回は#makepcbaのイベントに間に合わせたいということもあり配送オプションはDHLを選択しましたが、より安価な配送オプションを選べばもっとコストを下げることもできます。
ネタかぶり判明
金属3Dプリントサービスを使って「焼き印」を作ってみました。
オリジナルのデザインが手軽に作れるので、ぜひ挑戦してみてくださいhttps://t.co/F5rS13QRPN#JLCPCB— ina_ani@2歳児のパパ (@ina_ani) October 7, 2022
発注して到着を待っている間に、他の焼き印の事例について検索していたところ、なんと私が焼き印を発注する直前に同じくJLCPCBの金属3Dプリントサービスで@ina_aniさんが焼き印を作られているのを発見しました。完全にネタかぶりかつ、先を越されてしまいました…とはいえ、ina_aniさんの作例とは違う点もあるので、気を取り直して製作記を続けたいと思います。
プリント品到着
前回の記事に書いていたのはネタかぶりが判明したところまでで、#makepcbaの登壇が決まった時点ではまだ3Dプリントした焼き印がまだ到着していませんでした。

イベントに間に合わなかったらどうしようとヒヤヒヤしていたのですが、イベント4日前の10/19に無事到着しました。10/10にオーダーしていたので、9日で到着ということになります。なかなかスピーディーです。
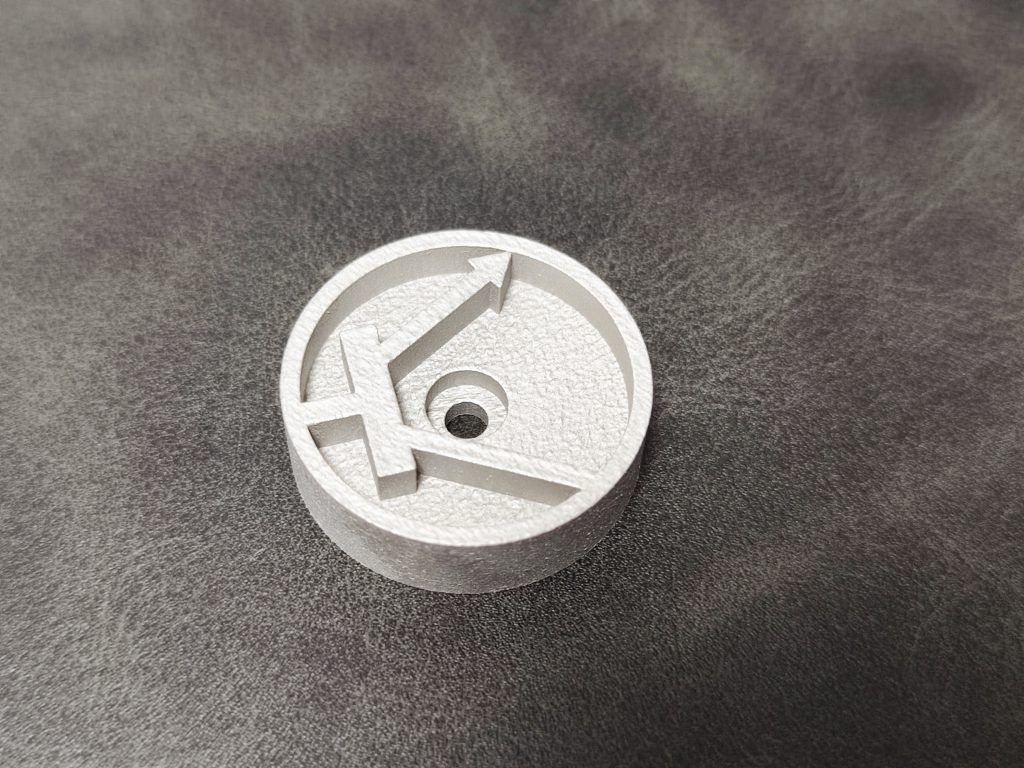
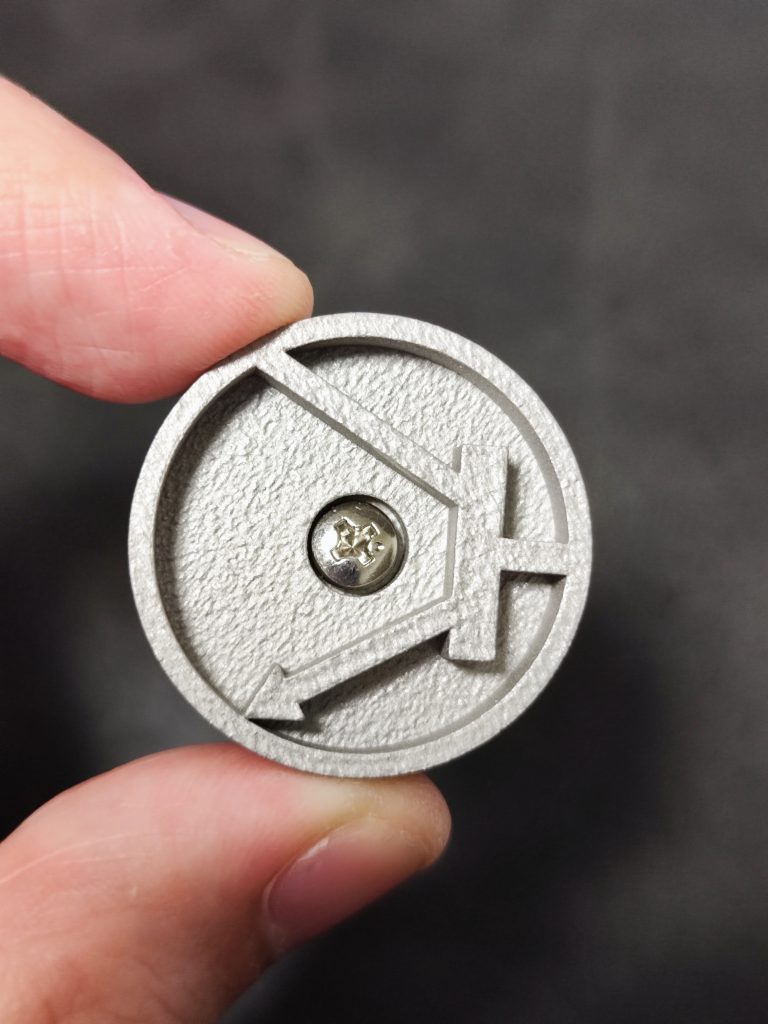
当然ですが設計したデータの通り、NPNトランジスタの形がばっちりと形成されています。JLCPCBの金属3Dプリントはステンレス(SUS316L)なので、なかなかの重量感です。
焼き印として使う前にノギスで寸法の計測も行いました。#makepcba 第3回の際に、赤樹 タカオさんがJLCPCBの金属3Dプリントでは0.2mm程度穴径が小さくなる傾向があると言っていたので、今回の焼き印でもそのような傾向があるか確認してみました。結果は以下の通りです。
| 測定項目 | 測定値 | 設計値 |
| 直径 | 30.1mm | 30.0mm |
| 中心のネジを通す用の穴径 | 3.60mm | 3.80mm |
| ネジ頭用のザグリ穴径 | 6.85mm | 7.00mm |
というわけでやはり穴は0.2mm程度直径が小さくなる方向のようです。ネジを通す穴を作る際にはこの傾向を踏まえた設計とした方がよいと思います。
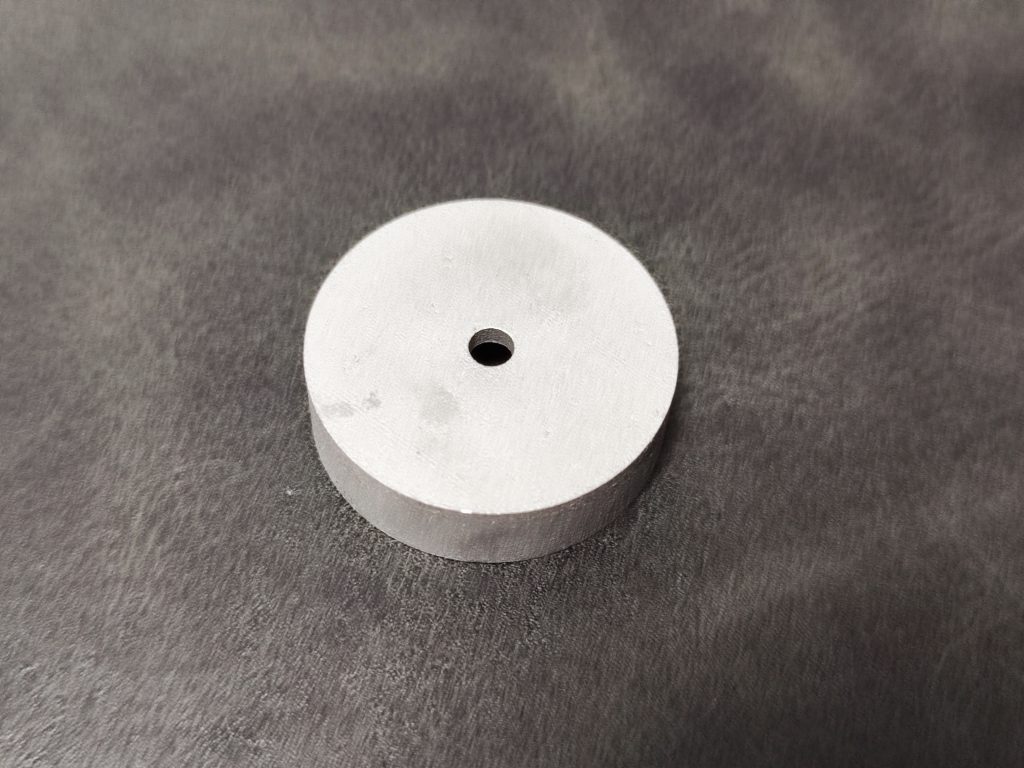
今回、焼き印の中心部に開けた穴はM3のネジを通す想定でした。あらかじめこの傾向を織り込んだ設計値としていたため、すんなりとネジを通すことができました。
持ち手を付ける
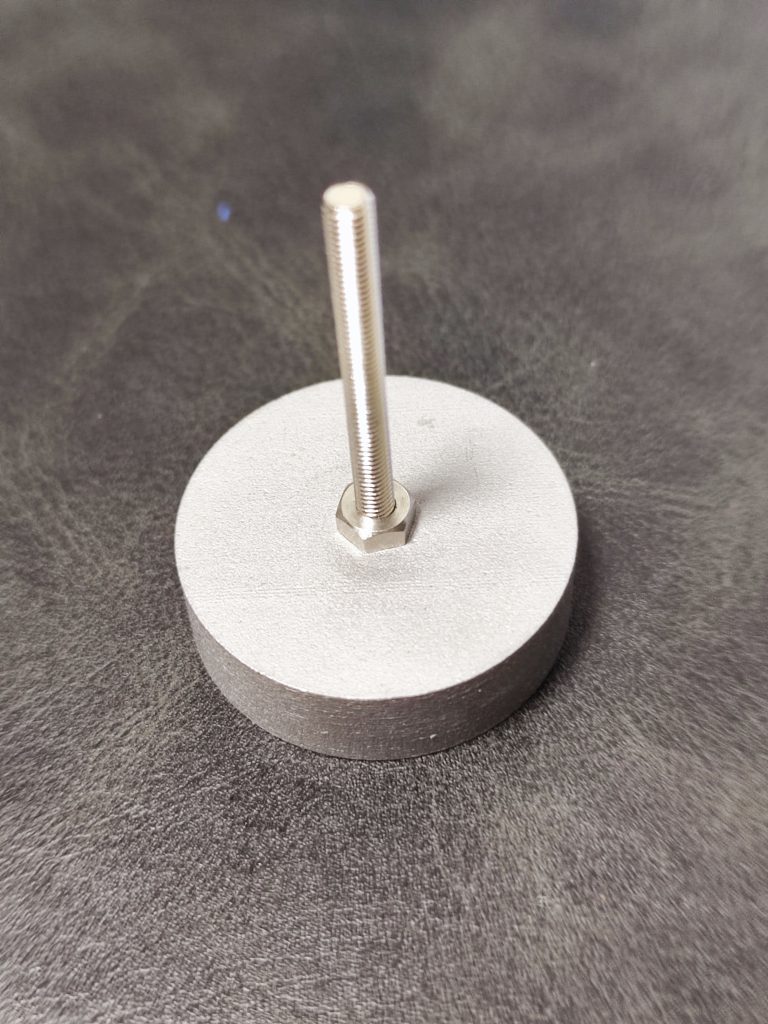
さて、焼き印は当然ですが食品や木材、皮革に図柄を焼き付けるものなので、加熱が必要です。お試しの際は上の写真のように焼き印の裏側にネジを付けただけのものをラジオペンチで挟み、コンロであぶっていたのですが、なかなか危ないなと思い、きちんとした持ち手を付けることにしました。

そんなわけで用意したのがこちら、Amazonで見つけた棒やすり用の持ち手と、M3用の六角スペーサーです。

棒やすり用の持ち手は棒やすりを圧入するための6mm程度の穴が開いているので、そこに六角スペーサーを差し込みます。

さらにそこに同じくAmazonで買ったM3の寸切りネジを差し込みます。寸切りネジはネジの頭の部分がなく端から端までネジが切られている金属棒です。持ち手の中に圧入したM3のスペーサーにねじ込めるだけ寸切りネジをねじ込んでいきます。

次に寸切りネジのもう一方の端にも六角スペーサーを付け、焼き印に取り付けたネジと連結します。最後に使いやすいように先端部分を90度曲げれば完成です。
実際にスタンプしてみる

無事完成した焼き印を使って、いくつかの食品にスタンプしてみました。なお、この金属3Dプリントの安全性について何か情報があるわけではないので、この記事を見て食品に使う焼き印を作る場合自己責任でお願いします!

まずは食パンにスタンプしてみました。いい感じにスタンプできるかと思いきや、近頃のふんわりした食パンでは焼き印が沈み込みすぎて意外とスタンプしにくかったです。面積が広いので練習にはもってこいですが…


次に試したのがあんまんです。適度な固さがあるので押しやすく、加熱の条件出しさえきちんとできればきれいにスタンプできます。一方で、油を吸いやすいのか、何回かスタンプしていると生地がすぐに焼き印に張り付いてしまいました。
このほか、セブンイレブンのえびせんにもスタンプしてみましたが、表面に塗ってあるみりんが思いっきり焦げてしばらく焦げ臭かったのであまりおすすめしません。図柄はきれいに焼き付けられたので、屋外ならやってもいいかもしれません。
また、持ち手を延長する寸切りネジがM3と比較的細いので、スタンプする際にちょっとたわみがちでした。より太い径の棒で延長するようにすると使い勝手が向上しそうです。
まとめ
今回はJLCPCBの金属3Dプリントサービスを使って、焼き印を作りました。また、焼き印を使う上で必要な持ち手の部分は既製品を流用することで作成しました。3Dプリントについては今回の設計では送料込みで約30ドル、注文から到着まで9日と、なかなかお手軽に使えそうだということが分かりました。もちろんFDMや光造形の3Dプリントサービスに比べれば高価ですが、この値段であればちょっと趣味のカスタム品を作る際に利用するのも十分アリなのではないでしょうか。皆様もぜひ金属3Dプリントに挑戦してみてください!